
|
|
|
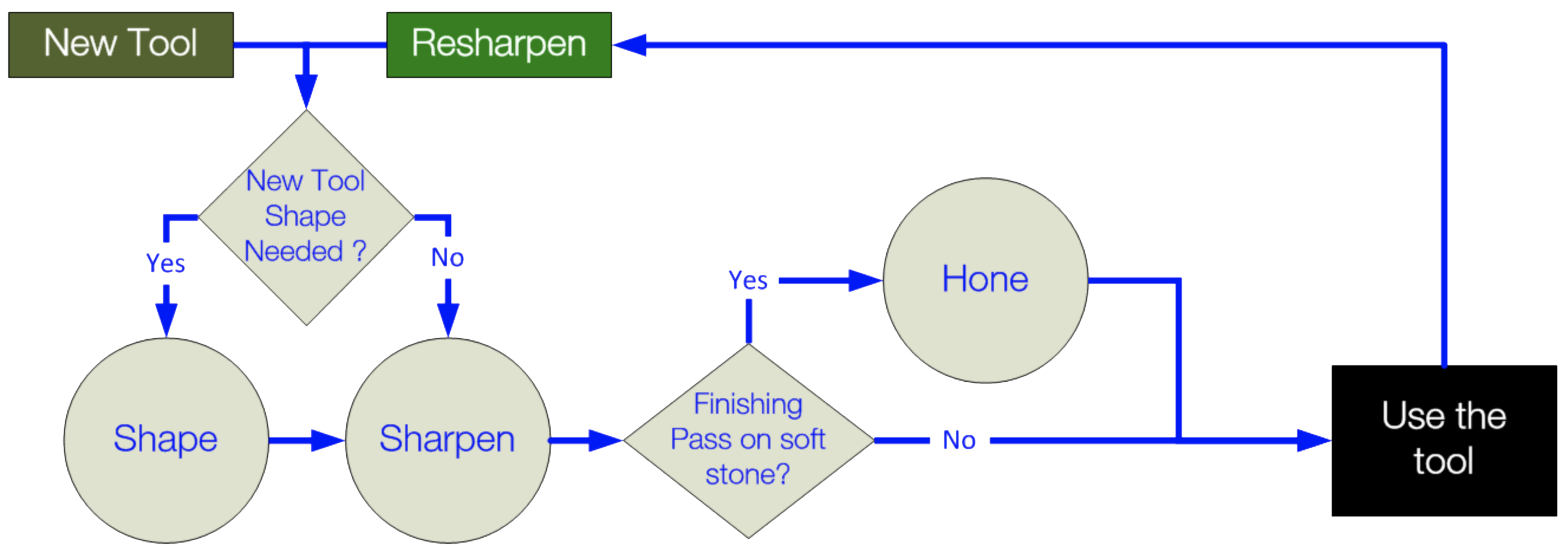
General Information on Sharpening
|
|
Typical Grinding Media Used 250+ micron abrasives
Shaping the ToolStone working tools are reshaped based on their need (as dictated by the material to be carved).
| ||
|
Typical Grinding Media Used 40 - 250 micron abrasives
Sharpening the ToolStone working tools should be resharpened at the start of the day, and as needed.
| ||
|
Typical Grinding Media Used 11 - 40 micron abrasives
Honing the ToolStone working tools should be honed when carving soft stones, especially before the final cuts.
Honing and stropping to remove the burr Dr. Larrin Thomas’ book, Knife Engineering: Steel, Heat Treating, and Geometry (2025), discusses burr removal quite well. |