
|
|
|
General Information on Sharpening
|
|
Typical Grinding Media Used 250+ micron abrasives
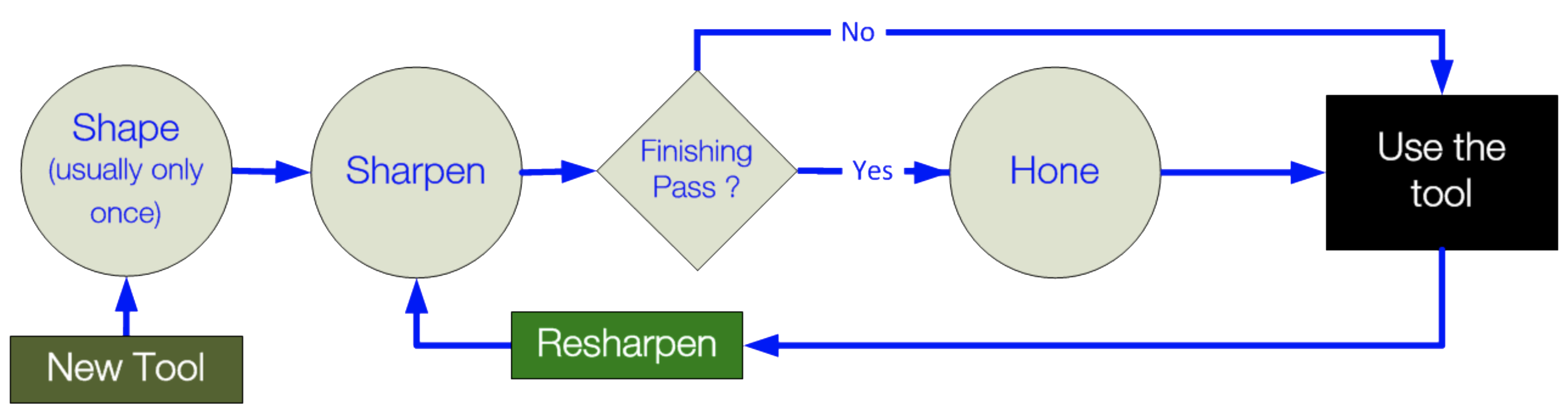
Shaping the ToolMetalworking lathe tools are typically reshaped based on their use. It is recommended that the metalworker get a set of tools for commonly used processes (e.g., a set for steel, one for aluminium, etc.).
| ||
|
Typical Grinding Media Used 40 - 250 micron abrasives
Sharpening the ToolMetalworking lathe tools to be used for a job should be sharpened at the start of the job for which they will be used, and as often as necessary (which is more often than most people resharpen them).
| ||
|
Typical Grinding Media Used 11 - 40 micron abrasives
Honing the ToolMany metalworkers do not hone their turning tools. Then there are others who sharpen and hone; and then re-hone again as much as possible (rather than resharpening). The type of metal which is being turned can determine this as well : softer metals benefit more from honing than do really hard steels.My experience has been that rough turning can be done using a tool which is not honed; however the final cuts should be done with a tool which is honed. This provides for a smoother surface which requires less finishing (especially on soft metals like brass). Note: When honing or stropping, the side to start on is the one where the grinding was last done. If you start on the other side, the burr will get ripped off and you will probably have to re-grind the edge. Dr. Larrin Thomas’ book, Knife Engineering: Steel, Heat Treating, and Geometry (2025), discusses burr removal quite well. |