
|
|
|
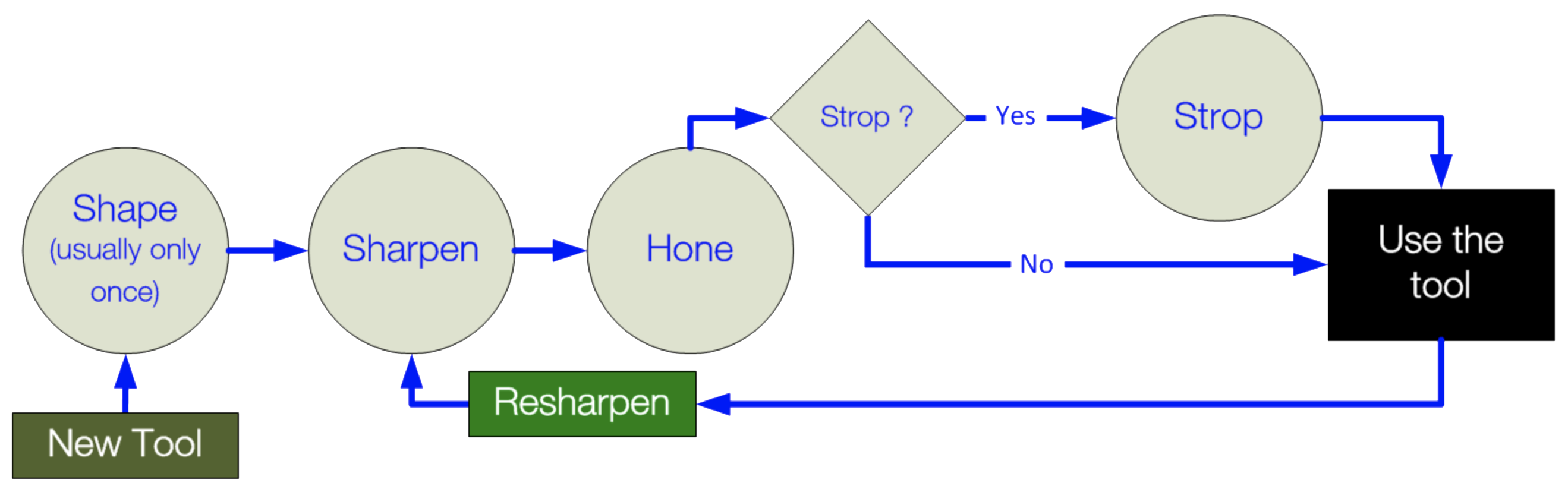
General Information on Sharpening
|
|
Typical Grinding Media Used 250+ micron abrasives
Shaping the ToolKnives are reshaped pretty rarely. Common reasons for reshaping include : when the knife has a broken point off the end (or other significant damage), and when the back needs to be ground down on a folding knife so that the point doesn't catch on the trousers. | ||
|
Typical Grinding Media Used 40 - 250 micron abrasives
Sharpening the ToolKnives should be resharpened often. And of course, the knife must be resharpened whenever the owner gets it back from their brother-in-law (who probably tried to open a paint can or carve concrete with it).KnifeGrinders have well outlined sharpening procedures on their web site, and have basic routine described for Tool and high-end steels. If you have time and are after strict experimental facts, read their lengthy research, "Edge Rolling in High Vanadium Knives Sharpened with Aluminium Oxide versus CBN/Diamond". 

Images courtesy Todd Simpson via (the late) (click on either picture to see a larger version) It is a common, but quite bad practice of drawing the newly sharpened knife edge through a piece of wood or some other media to “rip off” the remnants of the burr. When this is done, the ripped off metal builds up on the front of the slice, and you then drag the rest of the edge through this crud. This crud, together with breaking off of ledges of material along the edge, will roughen the edge and worsen sharpness. Left image: The scanning electron microscope (SEM) image shows the burr left on a knife after sharpening. Right image: The image shows how the burr was then “ripped off” by cutting cross-grain into a piece of redwood: loss of the sharpened edge is obvious.
| ||
|
Typical Grinding Media Used 11 - 40 micron abrasives
Honing the ToolSome owners combine honing and stropping together; this can certainly be done on marking knives. But, for woodcarving knives, these are two separate steps.KnifeGrinders have a great book about the value of, and process for, honing titled, Knife Deburring. 
Honing and stropping to remove the burr Note: When honing or stropping, the side to start on is the one where the grinding was last done. If you start on the other side, the burr will get ripped off and you will probably have to re-grind the edge. Dr. Larrin Thomas’ book, Knife Engineering: Steel, Heat Treating, and Geometry (2025), discusses burr removal quite well. | ||
|
Typical Grinding Media Used 0.5 - 10 micron abrasives
Stropping the ToolSome woodworkers choose not to strop their tools, whilst others do strop. There was a great debate on Fine Woodworking's podcast #178 about this. Bob Van Dyke advocated it whilst Mike Pekovich seemed to pooh pooh it.My experience has been that stropping is especially useful when using the SJ-250 Japanese Waterstone for honing. I do not have finer stones (e.g., 12,000 grit Japanese waterstones), so stropping seems to cover that gap for me. |