Typical Grinding Media Used
- 250+ micron abrasives
- Tormek
- SB-250 Original Grindstone, graded course
- DC-250 Diamond Wheel Course
- Sorby ProEdge
- 60 grit ProEdge Zirconium Belt
- Bench Speed Grinder
- CBN wheel : <100 grit
- Very friable grindstone : <100 grit (possibly held on an angle grinder)
- Other
- Sandpaper : <100 grit (possibly held on an angle grinder)
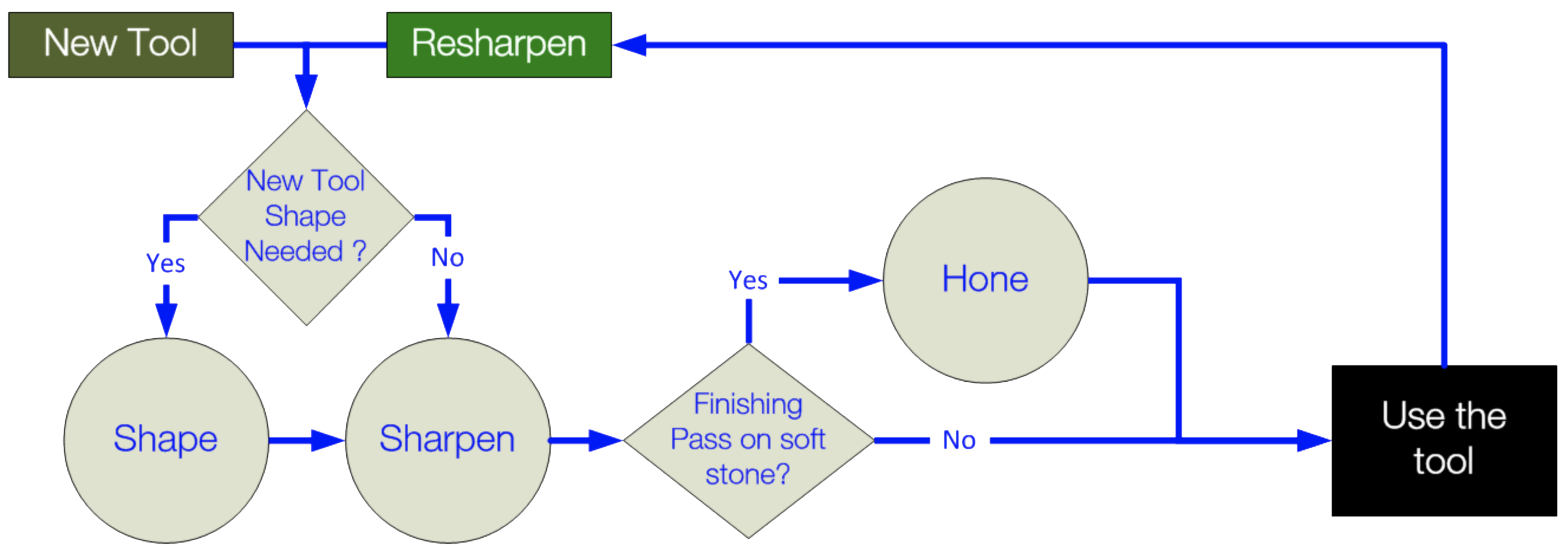
Shaping the Tool - Stone working tools are reshaped based on their need (as dictated by the material to be carved).
Notes regarding shaping of tools with carbide inserts, when using a high speed grinder with a friable grindstone :
- DO NOT cool by dipping in water. This will cause the carbide to crack due to shocks.
- It is also recommended that you don't grind up to the final tool edge. The rough grit of the grindstone can create edges on the carbide which is easily susceptible to fractures.
|
Typical Grinding Media Used
- 40-250 micron abrasives
- Tormek
- SB-250 Black Grindstone, graded fine
- DF-250 Diamond Wheel Fine
- Sorby ProEdge
- 120 grit ProEdge Zirconium Belt
- Pedia ProEdge Diamond Belt
- 600 grit ProEdge Trizact Belt
- 1,200 grit ProEdge Trizact Belt
- Bench Speed Grinder
- CBN wheel : 180+ grit
- Very friable grindstone : 180+ grit
- Other
- Sandpaper : 150 - 250 grit
Sharpening the Tool - Stone working tools should be resharpened at the start of the day, and as needed.
As with shaping of tools with carbide inserts, when using a high speed grinder with a friable grindstone, DO NOT cool by dipping in water. This will cause the carbide to crack due to shocks.
|
 Honing and Stropping
Honing and Stropping
to remove the burr
Typical Grinding Media Used
- 11 - 40 micron abrasives
- Tormek
- DE-250 Diamond Wheel Extra Fine
- SJ-250 Japanese Waterstone
- Sorby ProEdge
- 3,000 grit ProEdge Trizact Belt
- Bench Speed Grinder
Honing the Tool - Stone working tools should be honed when carving soft stones, especially before the final cuts.
Note: When honing or stropping, the side to start on is the one where the grinding was last done. If you start on the other side, the burr will get ripped off and you can end up with an edge like above.
|